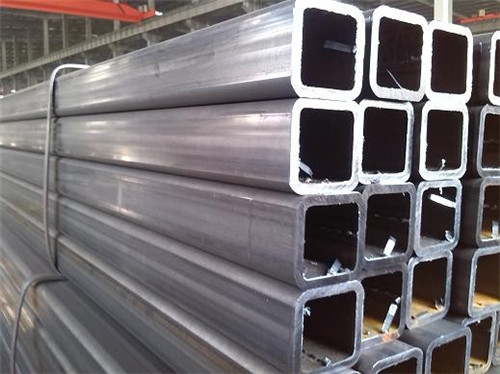
小口徑無縫方矩管經檢測并清除表面裂紋截成需要長短,在管坯穿孔端端表面放心隨后送到熱處理爐加溫在切割機上破孔在穿孔同時不斷旋轉和前行,在熱軋帶鋼和頂邊的影響下,管料內部結構逐步形成內腔稱毛管,再送至全自動冷拔機上繼續冷軋***經均整機均整厚度,經定徑機口模,實現規格型號規定,運用連續式軋管機組制造熱扎口徑鋼管是較為***的辦法,若欲得到規格比較小和質量更好的口徑鋼管,必須使用冷扎冷拉或是二者協同的辦法冷扎通常是在二輥式軋機中進行,口徑鋼管在變化橫斷面圓洞槽和不動錐型頂邊組成的環狀板孔中冷軋,冷拉一般在單鏈條式或雙鏈式冷拔機中進行擠壓法將要加溫好一點的管料放到封閉的擠壓成型圓桶內破孔棒與擠壓桿一起運動,使輕壓件從比較小的模孔內擠壓,此方法可制成孔徑比較小的鋼管。

小口徑無縫方矩管生產流程如下所示:
原材料選擇—原材料查驗—產品入庫—擠壓加工—淬火—校直—熱處理工藝—物理性能檢測—化學成分分析—拉伸實驗—檢驗—切距管—珩磨—頂端生產加工—成品入庫—制成品復查—制成品出入庫
小口徑無縫方矩管運用行業類別
應用領域包含:建筑,機械設備制造,鋼架結構生產制造,造船工業,汽車產業,電氣設備,橋梁基本建設,化工工業,幕墻結構,石油裝備,特殊工種等

小口徑無縫方矩管材料特性指數值
危害原料品質的要素主要包括鋼鏈物理性能不穩、鋼鏈的表面裂紋及幾何圖形尺寸誤差大等三個方面。鋼鏈屈服極限和抗壓強度太高,將會造成鋼鏈的成形艱難,尤其是壁厚偏厚時,原材料的回彈性大,鋼管在焊接過程存在一定的變型地應力,焊接非常容易產生裂縫。當鋼鏈的抗拉強度超出635MPa、延伸率小于10%時,鋼鏈在焊接過程中焊接易出現碎裂。當抗壓強度小于300MPa時,鋼鏈在成形過程中由于材料較軟,表層容易起皺褶。由此可見,力學性能對鋼管的品質產生影響,需從材料的強度層面對鋼管品質開展有效地控制。

